您所在的位置是: 首页 » 新闻资讯 » 行业资讯 » 超声波塑料焊接的焊接原理
概述
超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40 KHz 电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。
组成
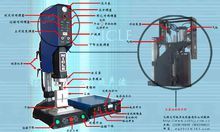
一套超声波焊接系统的主要组件包括超声波发生器,换能器/变幅杆/焊头三联组,模具和机架 。
原理
超声波塑料焊接原理
超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅超声波塑料焊接机杆决定。这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。这个最佳压力是焊接部分的边长与边缘每1mm的最佳压力之积
超声波焊接 ultrasonic welding
热塑性塑料在超声波振动作用下,由于表面分子间摩擦生热而使两块塑料熔接在一起的焊接方法。
热塑性塑料焊接注意事项:
A.舌榫的设计保证在焊接周期中对位方便。
B.焊线设计纤细,但必须有足够的可熔化材料令焊接面熔合。具体设计方式要视乎应用在焊接何种工件设备中。焊接压力、震幅等参数可调,保证焊头能接触到焊接面并施压,下工件为接受压力部份,置于底模中不动。焊头因产生超声波高频,令上工件生热震动,因而能与下工件熔合,焊头停止震动后,压力保持,令熔解位置冷却成型。整个焊接时间大多为少于一秒。

 核心技术
核心技术 资质证书
资质证书 网站地图
网站地图 18058669510
18058669510

 全国服务热线
全国服务热线



{kind=link}